
华能海南昌江核电二期工程项目3号机组主管道焊接顺利完成
随着操作端停止按钮按下,主管道窄间隙自动焊机完成停止送丝、息弧、停止行走、滞后送气等一系列动作后,焊接程序停止,华能海南昌江核电3号机组主管道最后一道焊口1U6焊接工作结束
05-08




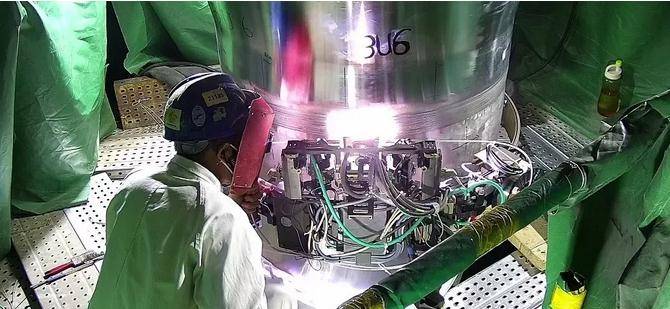
华龙一号——福清核电6号机组主管道焊接完成
6月24日,福清核电6号机组主管道焊接工作顺利完成。该项目开始于1月14日,工期162天;比福清5号机组缩短41天,创造了福清核电6个机组的最短施工记录。图为福清核电6号机组主管道焊接工作现场为确保6号机组主管道焊接工作顺利完成,主管道焊接团队共同讨论、激发活力、做好经验反馈,采取了一系列优化措施,例如:优化自动焊机维护保养项目;协调优秀焊机厂家人员驻场,确保自动焊机故障及时消除;及时优化施工计划,完善施工流程,缩短衔接时间;严把质量关...
06-25

巴基斯坦卡拉奇3号机组主管道焊接提前7个月完成,为华龙一号海外工程“主设备预引入”工法画上句号
当地时间3月2日,华龙一号海外工程——巴基斯坦卡拉奇3号机组主管道焊接施工提前7个月全部完成,为华龙一号海外工程采用创新的主设备预引入工法画上一个圆满句号。华龙一号是我国自主研发设计、具有完整知识产权的第三代核电技术,实现了我国核电技术的自主化和核电整机出口,已成为我国核电走出去的国家名片。中核集团在建的海内外四台华龙一号核电机组,是全球唯一按照进度计划建设的三代压水堆核电项目。目前,海内外华龙一号工程建设各节点...
03-04
华龙一号海外第二台机组主管道焊接提前7个月完成
当地时间3月2日,华龙一号海外工程——巴基斯坦卡拉奇3号机组主管道焊接施工提前7个月全部完成,为华龙一号海外工程采用创新的主设备预引入工法画上一个圆满句号。华龙一号是我国自主研发设计、具有完整知识产权的第三代核电技术,实现了我国核电技术的自主化和核电整机出口,已成为我国核电走出去的国家名片。中核集团在建的海内外四台华龙一号核电机组,是全球唯一按照进度计划建设的三代压水堆核电项目。目前,海内外华龙一号工程建设各节点...
03-03

海外“华龙一号”卡拉奇核电3号机组主管道冷段焊接圆满完成
当地时间2019年1月17日15点18分,海外华龙一号卡拉奇核电3号机组主管道冷段焊接成功完成,比计划时间提前21天。至此,卡拉奇核电3号机组主管道冷、热段及过渡段40°弯头共计15道焊口全部完成焊接,为后续堆腔施工奠定了良好的基础。主管道又被称为核电站的主动脉,主管道焊接一直以来都是核电安装最关键的施工活动之一,其要求十分严苛,组对间隙均需严格控制在1毫米的误差内。焊接过程需根据激光测量及建模技术并辅以其他监控手段合理安排焊...
01-26

田湾核电5号机组主管道冷、热段焊接工作提前完成
近日,随着田湾核电5号机组主管道3环热段3C4焊口自动焊弧光熄灭,标志着5号机组反应堆冷却剂系统主管道三个环路的冷、热段焊口全部焊接完成,为主管道过渡段、波动管的焊接,堆腔安装、主泵间结构和蒸发器间管道焊接等施工活动创造了有利条件。田湾核电5号机组主管道于2018年7月27日开始焊接,于10月29日完成冷、热段的焊接工作,期间江苏核电有限公司与各参建单位发扬两弹一星精神和四个一切的核工业精神,共完成12道焊口的焊接工作,全部合格。...
11-05

田湾核电5号机组主管道焊接启动
日前,田湾核电站5号机组反应堆冷却剂系统主管道1F4焊口正式开始焊接,提前一级里程碑主管道焊接开始节点66天启动,标志着5号机组核岛厂房主系统安装工作已全面进入安装高峰期,并为后续核回路冲洗奠定了基础。反应堆冷却剂系统是由三条并联到反应堆压力容器的传热环路组成,每条环路通过主管道把反应堆压力容器、蒸汽发生器、主泵连接成一个闭合回路,每条环路有8道焊口,三条环路共计24道焊口,安装焊接工期约6个月。为保证5号机组主管道焊接施工...
08-08

华龙一号海外首堆卡拉奇2号机组顺利完成首套主管道焊接
6月18日,随着K-2机组主管道过渡段1U6焊缝最后一道盖面完成,华龙一号海外首堆卡拉奇2号机组堆圆满完成主管道24道焊口焊接工作,为后续核回路冲洗和一回路水压试验奠定了坚实基础。主管道连接着反应堆压力容器、蒸汽发生器和主冷却剂泵,是一回路反应堆冷却剂系统压力边界的重要组成部分,运行时长期承受反应堆冷却剂的高温、高压,堪称核电站的主动脉。主管道焊接处于核电站建造的关键路径,焊接质量和工艺要求十分严格,施工技术难度大,其焊接质量...
06-25

红沿河核电5号机组主管道焊接正式开启
5月11日,红沿河核电5号机组主管道首道焊口1C4焊接控制点得到国家核安全局放行,并在工程公司、辽宁核电、中核二三等相关人员的共同见证下,于当日15时46分正式起弧焊接。为保证5号机组首道焊口焊接顺利开启,红沿河EM2队精心准备,在核反应堆公司和红沿河项目部的大力支持下,顺利通过核安全局控制点检查要求并开启焊接工作。首道焊口焊接工作的顺利开启也标志着红沿河核电5号机组主系统安装工作全面展开。...
05-15

第四代核电快堆核主管道及裤形三通研制成功
应用于福建霞浦快堆核电示范工程项目,国内首台60万千瓦第四代核电快堆核主管道及主管道裤形三通,近日正式签署产品供应协议。霞浦快堆核电示范工程项目作为国家科技重大专项,是我国核能三步走发展战略的第二步,对于推进核
01-11
第四代核电快堆核主管道及裤形三通研制成功
应用于福建霞浦快堆核电示范工程项目,国内首台60万千瓦第四代核电快堆核主管道及主管道裤形三通,近日正式签署产品供应协议。霞浦快堆核电示范工程项目作为国家科技重大专项,是我国核能三步走发展战略的第二步,对于推进核
01-11
